



惠宁金属制品有限公司自成立以来,秉承专注”和“提供满意服务与客户一起成长”的经营理念,使公司 湖南邵阳不锈钢复合板、不锈钢复合板产品在行业内获得多项荣誉。我们将以“先进的技术、较好的 湖南邵阳不锈钢复合板、不锈钢复合板产品、热忱的服务”为宗旨,服务于用户,真正能够为用户创造价值,同时也为 湖南邵阳不锈钢复合板、不锈钢复合板事业贡献一份力量!


不然会导致铸造件上产生凹痕、砂眼、缩孔欠铸拉痕、开裂、弯曲等问题,又会导致大批的未达标钢铸造件货品。模具设计、加工制作精密度及模具材料的使用铸造件是由模具设备铸造的,与钢铸造件产品品质有密切相关。模具设计不科学,不管从加工工艺上实行哪种对策。也没办法使货品达标。铸造件原材料的收缩率铸造件原材料的收缩率通常以一般百分率或者以有相应变化范围的百分率形式给出时。通常使用原材料的一般收缩率,必需时也可以先作试验模具设备。在试验模具设备上得到需用的数据以后.再着眼开发和生产制造用以大批制造的模具设备。铸造工艺的确立和实施铸造工艺的确立和实施与模具设备、铸造设备的产品品质、实际操作员工的工艺水平密切相关。实现了总体调节铸造工艺是将铸造设备、铸造原材料和模具设备等因素组合并进行使用的全过。



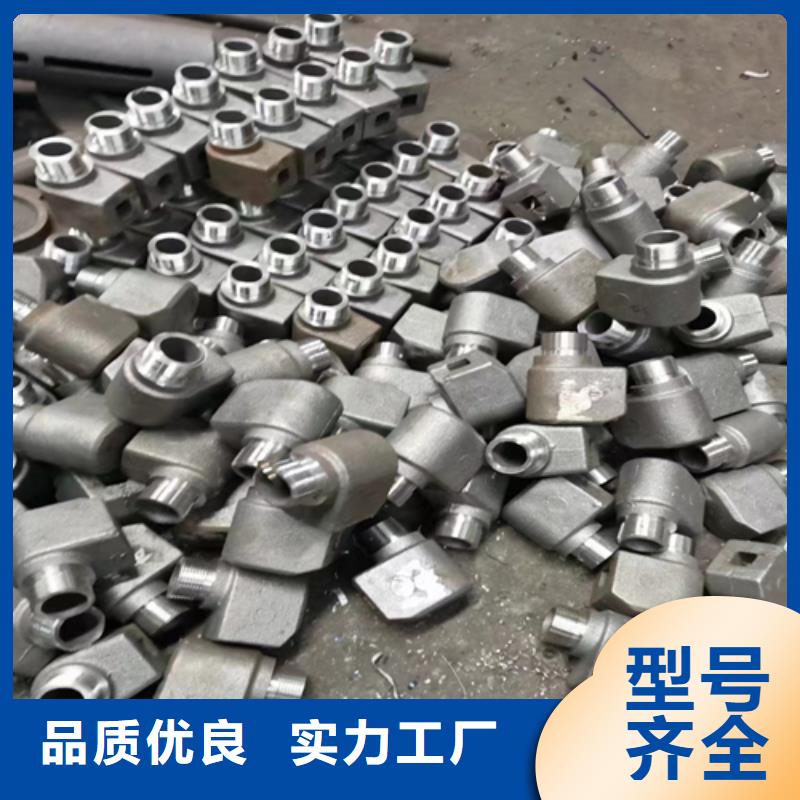
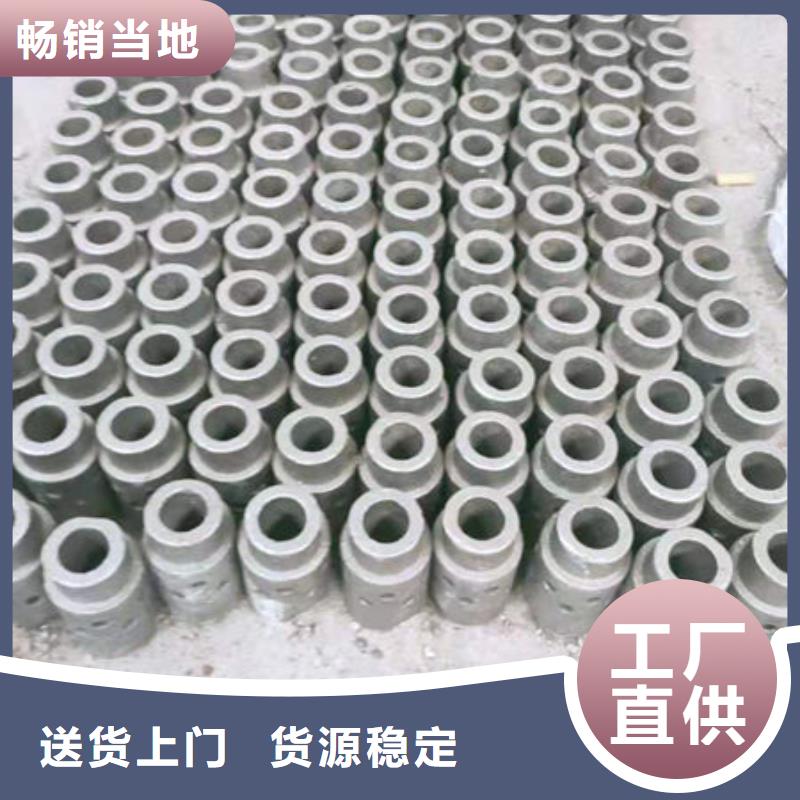
防磨瓦的基本参数就是所罩的管子的外径φ,主要有:32、38、42、44.5、48、51、57、60、63.5、76等等;本公司生产范围可到133,防磨瓦的形状都是半圆形,也有在带鳍片的管子上用的120—160度的,防磨瓦有直的(长度20mm—25000mm),其中以1000mm/支的居多;还有内直角弯防磨瓦、外直角弯防磨瓦、S型弯防磨瓦,带弯的防磨瓦一般要求提供图纸,至少要有以下参数:所罩管子外径、所罩管子弯曲半径(到管子中心)、防磨瓦两边直段长度。 防磨瓦的制作工艺先期以铸造为主,但是铸造的防磨瓦制作工期长(20—50天),不好焊接,焊接不牢,成本高(压制防磨瓦的两倍以上);现在的防磨瓦都是采用较高压力的压力机、专业模具压制,制作时间短,好焊接、焊接不宜脱落。 和防磨瓦配套的的卡环,也称卡箍、管卡,就是方便安装防磨瓦到管子上的卡子,一般和防磨瓦采用搭接焊接,所以比防磨瓦要做的大一些,一般是做200-200度左右(防磨瓦是180度半圆),开口也要稍大一些才能和防磨瓦扣在一起,还要留出焊接位置,方便焊接固定。防磨瓦的卡环要求:卡环又称卡箍,和防磨瓦配套的使用,就是方便安装防磨瓦到管子上的卡子,一般和防磨瓦采用搭接焊接,要求卡环比防磨瓦要做的大一些,一般是做190-200度左右(防磨瓦是180度半圆),开口也要稍大一些,这样才能和防磨瓦扣在一起,保留出焊接位置,方便焊接固定;卡环的宽度要求不得小于20mm






