更新时间:2025-05-22 19:36:07 ip归属地:滁州,天气:多云转大雨,温度:19-33 浏览次数:55 公司名称:聊城 龙丽金属材料有限公司(滁州分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 447 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |
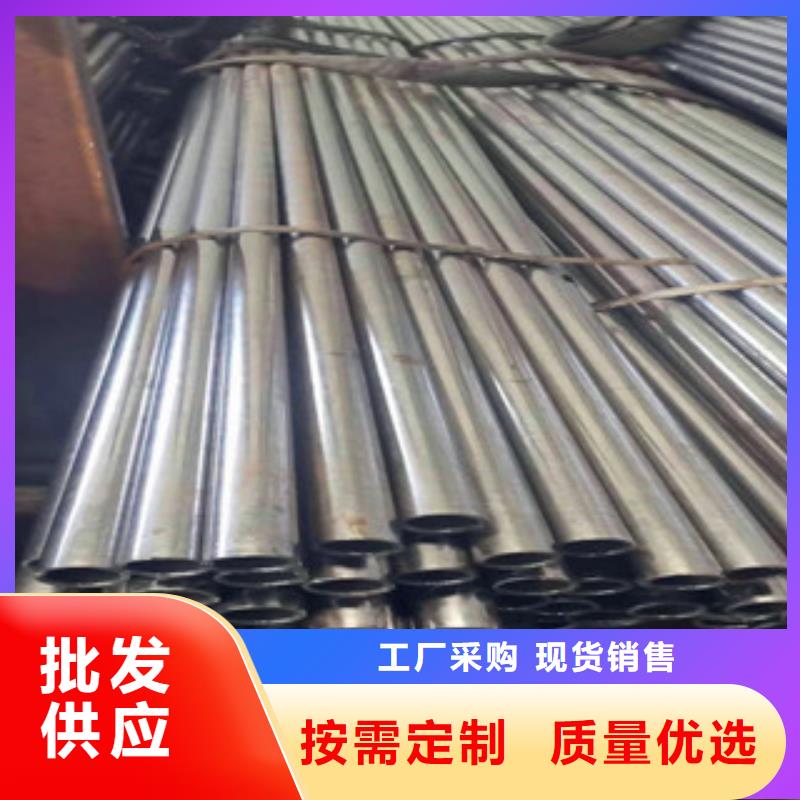



精密钢管生产工艺:
在冷轧冷拔管机组上在室温下用轧制和拉拔方式对管材进行的冷加工,属于热轧管(包括热挤压的管材)和焊接管的深度加工。它可以获得直径更小、壁厚更薄、尺寸精度更高、表面粗糙度更低和性能更好以及多种断面形状的管材。用冷拔法可生产直径0.2~765mm和壁厚0.015~50mm的各种管材。用冷轧法可生产直径4~450mm和壁厚0.03~35mm的各种管材。
冷拔与冷轧相比较,冷轧的优点是道次变形量大,加工道次少,生产周期短和金属消耗小。缺点是工具制造较困难,变更规格不方便。生产灵活性差,设备投资高及维护较复杂;由于是周期轧制,轧制时间长,生产力较低,能耗高。冷拔的优点是生产力较高,生产中变规格较方便,灵活性大,设备和工具制造简单;缺点是道次变形量小,加工道次多,生产周期长,金属消耗大。


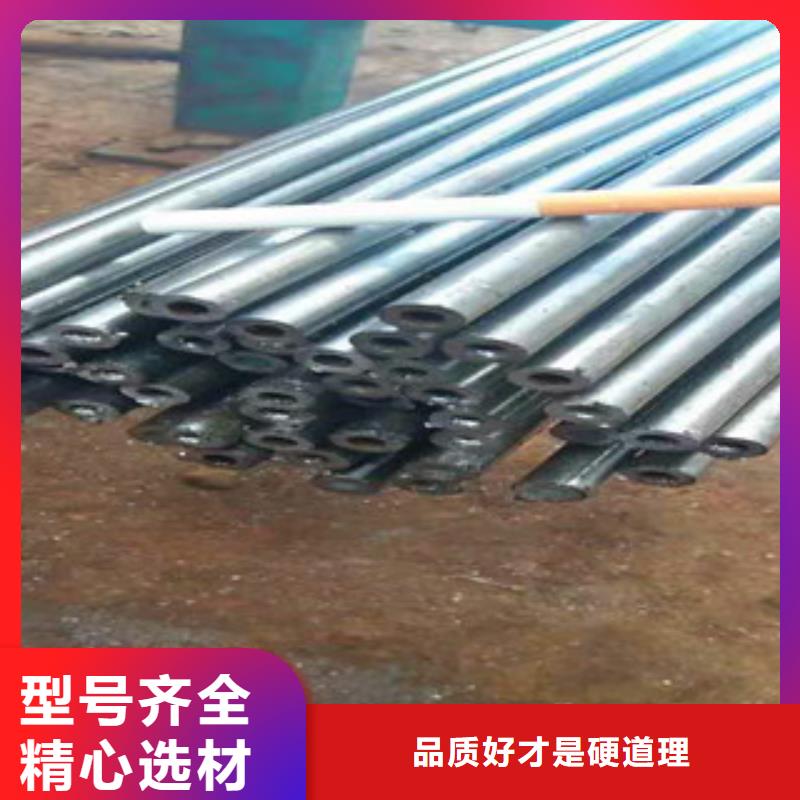
超薄壁管是指直径与壁厚之比在100以上的管材。超薄壁管主要用作弹性元件波纹管的坯料或换热管坯料等。它的生产方法有冷轧、冷拔和旋压等方法。轧制法一般生产率较高,尺寸精度高,表面质量好,广为采用。
1954年苏联研制的多辊式冷轧管机适于轧制超薄壁管,在这种轧机上,可以轧制小壁厚0.03mm的管材。
在多辊冷轧管机上轧制超薄壁管的关键有3点:
(1)减径量不能过大,LD-30一般小于1mm,LD-15小于0.5mm;
(2)轧辊开口角不能过大,否则会出现轧出的管子呈竹节状;如果开口角过小,会出现棱面,影响管子精度;
(3)轧制成品道次管材不能过硬,即在成品前道次应该退火。
用冷拔管法生产超薄壁管时,一般均采用超声波振动(见超声波振动拔管),无超声波振动拔管生产的管子直径与壁厚之比不超过50,而带超声波振动时可达500。



龙丽金属材料有限公司(滁州分公司)一贯致力于打造优良、质量高的 精密光亮管,成为一家永续发展和令人尊敬的公司,为顾客创造高品质体验是我们的企业愿景!